24小时咨询热线
400-888-5135
配色,对于纺织油墨印染印刷来说,一直是一项比较难的环节。针对颜色测量和配色技术的发展趋势,爱色丽配色专家总结了6个主要观点,具体如下,仅供参考。

随着国内企业广泛参与国际贸易,颜色数据化控制的理念已经被广泛认识和认可,分光光度仪(色差仪)也在很多企业被使用,颜色科学知识也被颜色管理和配制人员所理解。所以颜色数据化将在各个行业内被更广泛应用。当前的颜色测量结构和数据模型都是来自CIE等国际标准,这些方法是颜色数据化基础的要求,若在生产中这些基本要求都无法满足,则无法进一步满足客户更严格的要求,因此客户的终评判将更加依赖于色差数据之上。
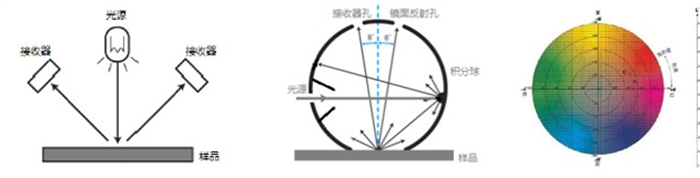
塑料产品的表面效果除了受配方的影响以外,还受模具表面的物理结构(纹理)的影响。现在普遍使用的颜色测量结构是基于特定的照明状态和接收方向,这种几何结构与现实样品目视评估状态和终产品陈列状态是无法完全一致的,由此会引起目视评估结果与测量数据的不一致,如何实现测量结构与目视结构更加一致是仪器设计的挑战。
另外当前色度理论的基础CIE1931和1964色度学系统(XYZ和L*a*b*)都不是基于目视匹配进行设计的,所以后面各个组织都在此基础上做了大量的研究和持续改善,从DE1976 到CMCDE,再到DE1994和DE2000,这些是非常重要的变化,但依然达不到100%与人眼的匹配度,这也是未来改善的一个方向。
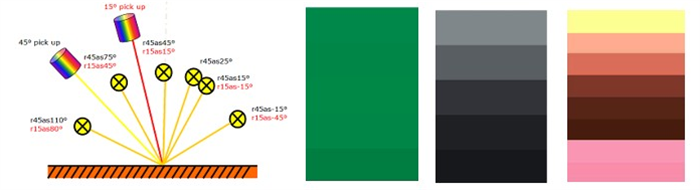
所有的物体都会产生光的散射,所有的物体的散射都不是均匀的,所以每个样品我们在不同角度下看都会有差异。在塑料免喷涂工艺中,其中就有模仿金属涂料的效果。而当前在各个行业被广泛使用的单角度或积分球型色差仪都只分析一个角度的数据,所以难免会产生与目视结果不一致的情况。而多角度分光光度仪会从多个有代表性角度对一个颜色进行测量,获得多组颜色数据,进行多组数据对比分析,从而获得更加全面的分析数据,与目视的一致性将大大增加。
当前多角度测量主要在汽车外饰评估中被广泛使用,随着塑料行业开发出越来越多的特殊效果颜色,相信未来也会对此进行关注。
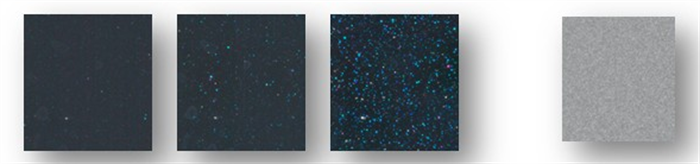
现在产品外观设计越来越复杂,很多产品有除常规颜色外,还加入特殊颜料或助剂(比如铝粉、云母、水晶颜料)产生特殊的视觉效果,比如闪烁效果、颗粒效果。闪烁效果是指在直射光照射下,样品表面会产生很多很多亮点,亮点的大小、多少和色彩会影响我们对它的感受;颗粒效果是指在散射光照射下,样品表面看上去是不细腻均匀的,会有颗粒感觉或粗糙感觉,这种效果即是颗粒度。在塑料产品中有很多这种效果的应用,可以让消费者产生美好的特殊感觉。
这种特殊效果是近距离观察时看到的效果(微观评估),而颜色评估时颜色相对较远(宏观评估)。现有可用的参数包括:闪烁度(SG),彩闪度(CV),颗粒度(DC)。
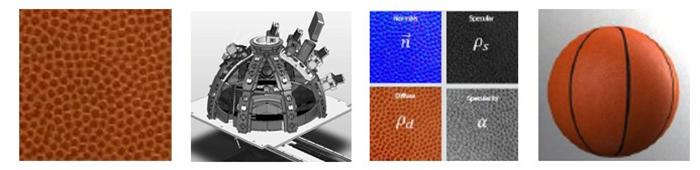
颜色是产品外观的特性之一,我们对产品颜色的目视评估过程中往往受其他外观特性的影响,很难严格地地将颜色的差异单独区分开来。比如光泽的差异会影响我们对颜色的感受,材料透明性能的差异也会造成颜色感受不同,还有纹理、遮盖力性能等。同时因为材料漫反射的不均匀特性,造成随角异射情况的发生。
当今的颜色测量是无法包含这么多外观特性的,而我们的目视评估都会接受到这些因素并受其影响,从而很容易造成色差数据与人眼的不一致性。如何实现足够多角度的,包括颜色以及光泽、透明性、遮盖性、纹理等特性的外观测量和计算,是科学界正在尝试并将长期研究的方向。
随着社会生产力的进步,客户的颜色要求越来越高,研发周期越来越短,材料和人工成本增加,生产效率要求提升,而对工人的技术要求要降低,生产自动化程度要增加。新时代的这些新要求需要互联网和人工智能来助力完成。对于配色工艺来讲,电脑配色系统虽然并不,还有这样那样的局限,但无疑是助力满足这些要求的不二工具。
电脑配色系统在纺织印染行业、油墨行业、建筑涂料行业已经有较为普遍的应用,这几年很多塑料行业企业开始逐步了解、测试和使用电脑配色系统。这样将会深入影响整个行业的认知和期望,从而得到广泛发展。未来电脑配色还将在金属效果、特殊效果、荧光效果颜色领域进行研究和发展。

YS6060是3nh公司独立开发的完全拥有自主知识产权的国产台式光栅分光测色仪, TFT真彩7inch电容触摸屏、全光源、照明方式:反射D/8、透射D/0(包含UV/排除UV测量) 测量颜色准确稳定、存储...

3nh光栅分光仪,颜色测量伴侣 YS3010、YS3020、YS3060是三恩时公司独立开发的完全拥有自主知识产权的国产光栅分光测色仪,仪器稳定、测量颜色准确、功能强大,在便携式光栅分光测色仪...

光栅分光测色仪YS4580简介 YS4580高精度分光测色仪采用符合CIE No.15的45/0(45度环形照明,0度接收)几何光学结构,采用凹面光栅分光方式,可准确测量样品反射率及各种色度数据。仪器...

光栅分光密度仪YD5050简介 YD5050是3nh公司独立开发的完全拥有自主知识产权的45/0几何光学结构的国产光栅分光密度仪,完全符合标准ISO 5-4,支持ISO 13655标准规定的MOM1,M2M3测试条件,可...

全功能色差仪NR60CP 产品特点 product features 1.8mm、4mm双口径自由切换,测量大平面内凹面样品更加简单; 2.更高测量稳定性和准确性,E*ab0.03,双口径测试数据均可通过国家计量测试认证...

YG268三角度高精度光泽度计是3nh公司独立开发的完全拥有自主知识产权的产品,是参照国际标准1502813和中国国家标准GB/T9754设计制造的光泽度测量仪器具有自动检查校正标准板的功能...
DOHO D60(4)标准光源对色灯箱可以据用户的需求,可为用户提供国际照明会(CIE)所认可的各种标准光源,符合所有主要的视觉评价,包括AS,ASTM,BSI,DIN和IS0国际标准,如:ISO 3664 、ISO 3668、ISO 13076、ISO 23603、AATCC EP9、ASTM D1729、DIN 6173、CIE S025/E、BS 950 Pt.2等;...

钢板底座标准光源对色灯箱P60+S可以据用户的需求,可为用户提供国际照明会(CIE)所认可的各种标准光源,符合所有主要的视觉评价,包括AS,ASTM,BSI,DIN和IS0国际标准,如:ISO 3664 、ISO 3668、ISO 13076、ISO 23603、AATCC EP9、ASTM D1729、DIN 6173、CIE S025/E、BS 950 Pt.2等;...

YT4200-P3 分体铁基涂层测厚仪简介 YT4200是3nh公司制造的国产涂层测厚仪,能快速、准确的无损检测各种涂覆在磁性金属基底上的非磁性涂层厚度。仪器完全符合ISO 2178、GB/T 4956、ASTM B49...
Copyright © 2025 深圳市三恩驰科技有限公司 版权所有 地址:广州市增城区低碳总部园智能制造中心B33栋6、7、8层 备案号:粤ICP备13073186号




 400-888-5135
400-888-5135
 返回顶部
返回顶部